
THE CLIENT
The client is a leading oil & gas exploration and production company in The Middle East Region.
STAKEHOLDERS
The client is a governmental owned company, and partly owned by an Major Independent Oil Company.
BASIS OF DESIGN
The field is using Polymer Flooding for enhanced oil recovery (EOR), this will maintain and potentially increase the current production of crude oil. The field is classified as heavy crude oil with one of the highest viscosity in the region.
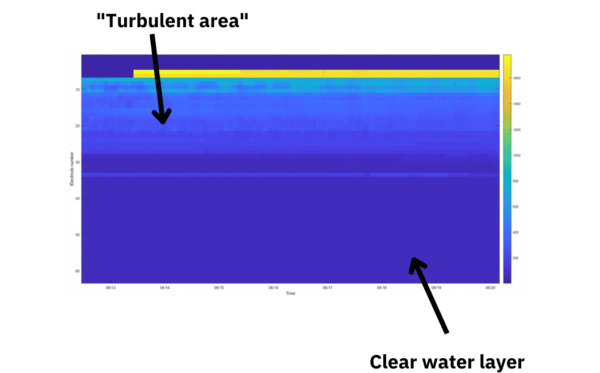

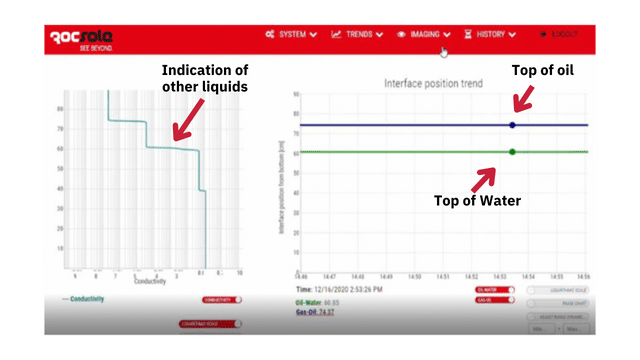
The initial data showed a significant "turbulent zone" within the vessel, which appeared to be a mixture of foam and emulsion.

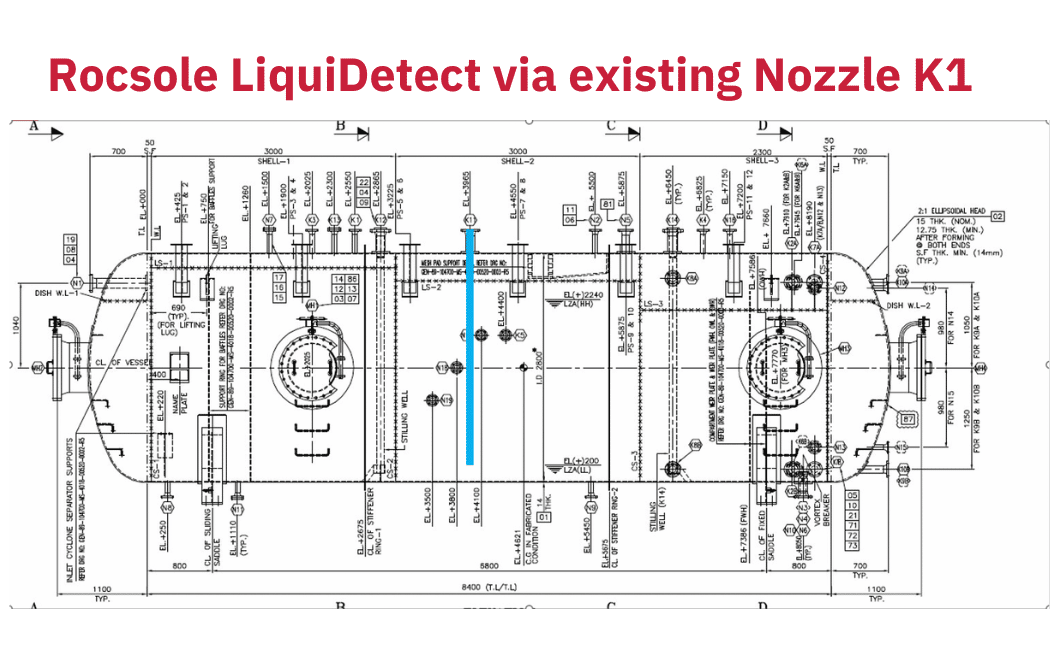
The testing and data collection continued for approximately 12 months and was clearly able to identify the oil/gas, oil/emulsion and water interfaces during the entire period.
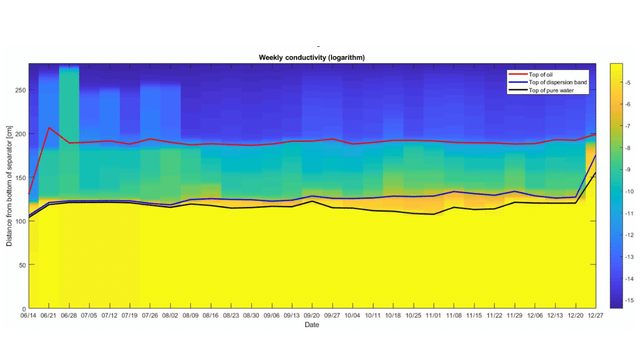

Data analysis
Apart from interface levels, Rocsole provides a data analysis service upon request to give further insights and better understanding. In this case, the customer could make reactive decisions on their EOR treatments and plans.
Reduced occupation hazard
LiquiDetect 2.0 system has an HSSE benefit in comparison with the other main alternative, this was recognised and highlighted by the Client.

Robust performance despite fouling
During the trial, it was acknowledged by the customer that there was no observable impact due to fouling on the Rocsole LiquiDetect 2.0, system, even in the presence of the heavy waxy oil. A full inspection will be conducted when after the device is retrived from the vessel.
Financial benefits
The client claimed to have a significant immediate CAPEX benefit compared to other alternatives. In addition, the improved process monitoring from Rocsole LiquiDetect 2.0 meant that the customer could save expenses in EOR treatment and increase their overall performance.
