"We have come a long journey. A long customer relationship and especially a technology development journey”, says CTO Arto Voutilainen.
I’d like to share few thoughts of the history of the LITI product line. I hope you can enjoy how a high-tech product is made.
The seed for the product was fed already on 2016 when a European oil refinery contacted Rocsole and wanted to test our probe sensor with the SEE BEYOND technology. They wanted to know if the oil-water interface can be measured with a heavy bitumen layer on the probe or in a 4” stilling well. We spent a day at the customer’s laboratory with several samples and the probe sensor worked nicely. The customer started thinking that the product can be used in tanks and underground storages to measure the interface as well as the emulsion layer. At the same time a big Finnish pulp and paper factory asked to check the homogeneity of a mixing from a 30-meter-tall storage tank. At that time, we knew that the measurement of the homogeneity of a conductive liquid is quite easy.
We continued our journey and made a market study of business possibilities related to tanks. The outcome of the market study was a negative one. On the market there were a lot of storage tanks, but the operators were not interested in knowing about the liquids, levels or emulsions in the tanks. This is because of storage: 100 % of the liquid that is put into the tank is also taken out. This is when we started to focus on operational tanks.
We were asking: Who wouldn’t like to know if there is water in oil—especially in the refineries? Who wouldn’t want to know the settling time of the tank to get cleaner oil and cleaner water? Cleaner oil reduces the costs in the refinery as there is no need to evaporate water. Cleaner water also saves wastewater handing costs.
To prove this idea and the technology we continued our market research and found a pilot that was possible to do without IECEx/ATEX certification. In this case we were working with tall oil and wanted to check if any commercial system on the market can do the measurement. We simply chose two other sensors from the market and took them to our Deposition inline inspection (DILI) prototype for testing.
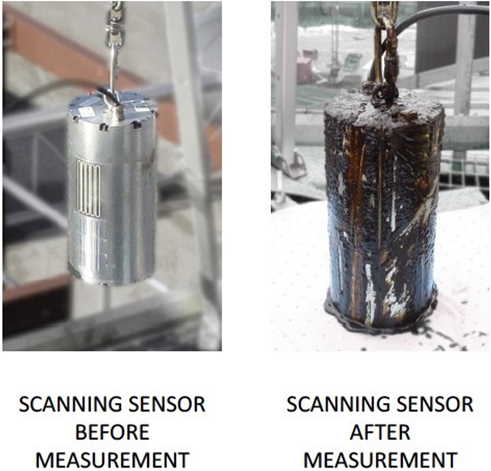
Figure 1: Rocsole’s DILI prototype was used for the tank scanning activity for the first time. The SEE BEYOND technology worked very well here.
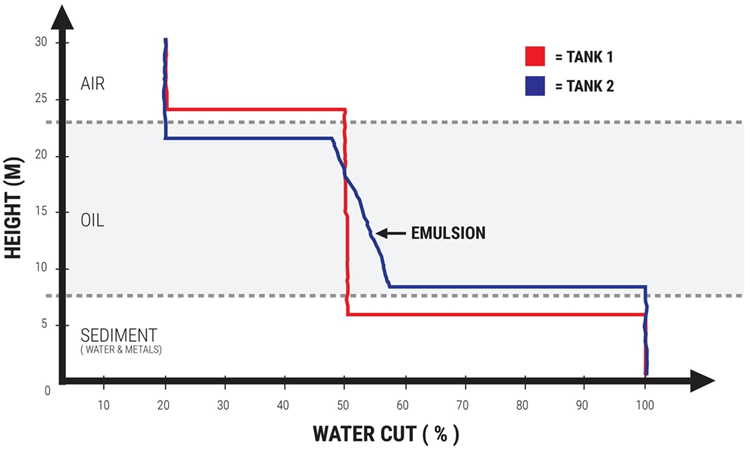
Figure 2: The profiles of different tanks. Tank 1 was clearly settled and tank 2 needed more time to settle. Permittivity on the X-axis correlated to water cut.
As a result, Rocsole’s technology saw the emulsion and interface easily even if the tool was heavily contaminated. The competitor’s technologies were blind right after sinking the sensor into a tank. The technology seemed to work. The next question was: How to do a product that can be used in the oil and gas industry?
These were the questions we had to tackle:
- The product needs to be suitable for use in hazardous environment and it must be certified into a tight IIC gas group.
- How to feed the needed power into a tank? It is around 100 watts and needs to be fed so that it cannot spark.
- We need multiple channels—at least 64 to create an image. How to avoid complexity in the system?
- We need a long cable of around 90 meters which creates additional inductance and capacitance that might be harmful for the measurement.
- How does the system look like? We need the customers to approve it for installation.
- What kind of electronics are needed?
There were a lot of complicated questions for one product. In order to find the answers, we rolled up our sleeves and our salespeople met dozens of customers to figure out and verify the technical and business concept.
Finally, on 2018 we were ready to start making the product. First, we had to develop the electronics that can be directly used in a Zone 1 environment and then had to continue with the development for the electronics suitable for use in Zone 0. The developed Zone 1 electronics are nowadays used in all Rocsoles products.
It was not easy to find the power feed cable. We made dozens of global cable requests that got no for an answer. I must admit that the specification of the cable was a very complicated one since it is not considered a fixed installation. This increased the safety factor of the cable and only a few suppliers were able to handle our request. After a six-month search, we finally found it.
The other hurdle was the power feed through the cable. It is not a big secret that the power needs to be divided into several low power parts, but the question is: How to make a working tomographic system when there is no power to measure? Luckily, we had our tomographic platform already designed and were able to solve this problem by engineering some nice new features.
The third hurdle was the power feed component. The standard says that in a worst possible malfunctioning scenario the power feed component cannot exceed a 120 °C temperature. This is only a theoretical scenario, as there is a fuse that cuts the current in milliseconds when 3 W passes the component. But for the standard it was not enough. For theoretical testing we need to remove the fuse and to make sure we fulfill the 119 °C. The component itself is very tiny but when you pass 3 W power on it, it will easily heat to over 200 °C. We had to find a design that cools the component down and succeeded very well. Now it is only 65 °C.
When an entire system like this is certified there are dozens of other things that needs to be considered. We are happy to be able to be de-bottlenecking all those things and get the system certified and to the field use in 2020.
At the end I’m happy how we succeeded in the development. We have a product to scan the tank as well as a permanent installation system.